Plan for
Demonstrating Feasibility - Key Deliverables:
Personalized 3D
Scaffold: The 3D printed scaffold using the reconstructed file generated
from the optimization algorithm with the PCL-MSN solution will serve as our
first main deliverable. Demonstrating the feasibility of the construct will
start with obtaining publicly-available skull CT images that contain
craniofacial defects. The initial algorithm will use the CT images as a test
input, and then evaluate the accuracy of the computer-generated defects. Our
team will subject the optimized scaffold to physical tests by creating a scaffold
for a mock, medical-grade skull. The CT scan analysis will generate the solid,
3D outline of the specific defect., and SolidWorks will use the 3D outline as
an input where the hollow interior will be replaced with repeated units of the
ideal cross-sectional dimensions to maximize porosity without sacrificing
mechanical strength. Upon examining the resulting design by overlaying the
model into the original CT stack to ensure proper fit, the construct will be
printed using the standard MakerBot. The Department of Mechanical Engineering
and Applied Mechanics has available printers that like the ProJet 6000HD, which
are able to print layer-by-layer with an accuracy of 0.025-0.05mm. As it is
affordable and accessible, one of these high-resolution printers will be
utilized to guarantee scaffold resolution of less than 1mm. Once printed, the
scaffold will be tested for optimal release kinetics, mechanical properties,
and overall fit inside the model skull.
Optimal Mechanical
Properties: During the algorithm optimization phase, mechanical testing of
the PCL-MSN polymer will be occurring simultaneously. The ideal deliverable
through this testing will be that the scaffold itself is able to meet the
minimal acceptable mechanical strength profiles of native bone and other
clinically-approved scaffolds. First, Dynamic Mechanical Analysis (DMA) will be
conducted with an Instron machine to generate a stress-strain curve in addition
to modeling creep and stress-relaxation - all of which will provide information
about the elastic modulus of the scaffold. The Instron machine will also be
used to test the Ultimate Compressive Strength (UCS) of the material. We will
test different compositions depending on PCL-MSN ratios and different levels of
porosity to ensure the device is able to meet the desired mechanical
thresholds. To measure these different levels of porosity, we will utilize a
Scanning Electron Microscopy (SEM). This technique generates high resolution
images by focusing electron particles at the outer surface of the scaffold.
With these images, the size and percent porosity of the scaffold can be
calculated and verified to better optimize the relationship between mechanical
strength and porosity.
Chemical Testing: The first drug
release profiles that will be observed are the antibiotics vancomycin and
moxifloxacin, which are commonly used to treat bacterial infections in bones
and joints. Because the scaffold are intended for clinical applications to
treat cranial defects while overcoming the major drawbacks of current solutions
such as high rates of infection, a significant overarching goal is to
characterize antibody release profiles as accurately as possible. These drugs
will be loaded within the xerogel of the construct for a slow-release profile
over the course of 10 weeks to model the time period required for bone
regeneration and scaffold degradation. Optimal loading profiles for these drugs
will also be monitored to ensure the concentration never reaches an unsafe
level as this could lead to negative side effects such as nephrotoxicity and
ototoxicity. In-vitro studies using MSCs seeded on the 3D printed
material will be conducted to ensure these proper release profiles by assessing
cell viability, cell proliferation, and increased levels of bone regeneration
as described in “Biological Testing”. Immunosuppressant drugs, such as
cyclosporine A, will also be analyzed in a similar manner to limit initial
immune response to the scaffold. Grafts and synthetic scaffolds often fail due
to the high rates of rejection, so implanting the scaffold with these
immunosuppressants will lead to greater mechanical strength of the scaffold and
more sustained bone growth.
Biological Testing: MC3T3 cells are
mouse osteoblast cells, which will be cultured onto the scaffold through two
methods: (1) seeding after the PCL scaffold is printed and placed in a xerogel
solution, or (2) direct seeding through bioprinting with cells in the same
solution as the PCL:MSN, which will then be fed through the 3D printer. The
latter mode of embedding cells has been explored by many labs, including that
of Dr. Jason Burdick of the Department of Bioengineering. In order to ensure
homogeneity, high retention rate, and direct integration within the
macroenvironment, cells can be 3D printed in a cell culture hood. However,
indirect seeding is beneficial in that cells naturally bind to PCL due to its
intrinsic properties, and the viability would be higher than rough injection
due to the large quantity of cells killed during printing. Cytotoxicity is a significant
factor in determining if the 3D printed scaffolds are a viable alternative to
the currently used materials - many metal scaffolds eventually fail.
Experiments such as the LDH and MTS assays can be utilized to understand the
viability of the cells and the cytotoxicity of the environment. For MTS assays,
it is known that proliferating and viable cells reduce the concentration of MTS
tetrazolium when exposed, so a high level of colorized MTS indicates high
degrees of cytotoxicity. Therefore, these results are the most important in
proving the feasibility of the project, as negative results would necessitate
the reevaluation of every aspect of the scaffold to determine the limiting
factor.
Current Progress:
Reconstruction: In terms of the
reconstruction efforts so far, we have been able to make some major
improvements that will allow for less required work next semester. First, we
were able to access publicly-available CT images online and download several
sets of .dicom images of healthy skulls. With this data, we have been able to
successfully read-in 3D CT and separate images on a slice-by-slice basis for
reconstruction. Within these individual slices, we have been able to make
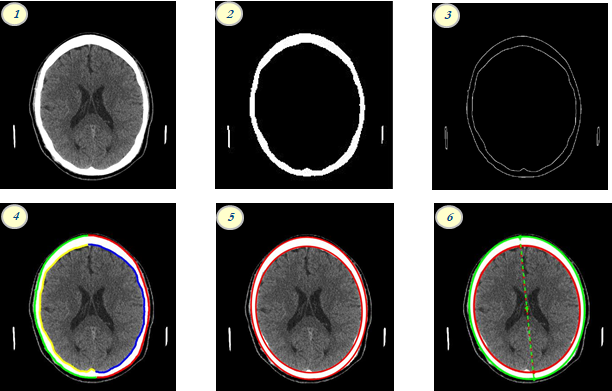
significant progress in our reconstruction efforts. As seen in the image, the
progress to this point can be visualized in six steps. (1) shows our ability to
read in CT data on a slice-by-slice basis for reconstruction. Step (2) shows a
conversion of the CT image to binary, using the most sensitive possible
threshold, which was advised by Dr. Ari Brooks. Image panes (3) and (4) show
our capabilities to create outlines of the skull depending on different borders
and sides of the skull, which will be helpful when localizing defects in 2D.
(5) represents current geometrical modelling that we have employed by using
code to fit an ellipse to the inner and outer borders of the skull through a
least-squares regression. Finally, (6) shows that, with these geometrical
models, we can determine certain properties of the skull, such as the labeled
axis of rotation.
Biologics: Biologically, we accomplished one of the important principle
synthesis reactions necessary for our scaffold’s manufactured drug release
profile: fabrication of blank mesoporous silica nanoparticles. We mimicked a
method developed by Sanjib Bhattacharyya, Henson Wang, and Paul Ducheyne as
detailed in “Polymer-Coated Mesoporous Silica Nanoparticles for the Controlled
Release of Macromolecules” in Acta Biomaterialia. Citation/footnote
(I have paper). First, C18TAB
(octadecyltrimethylammoniumbromide) was dissolved in distilled water at 75℃, and then mixed with 2M NaOH (sodium hydroxide) to make a basic
solution with pH 12. The main molecule, TEOS (tetraethylorthosilicate) was
dissolved in with drops of TESPA (3-(triethoxlysilyl) propyl-succinic
anhydride), and the solution was left to dry for two days. The dried MSN
particles were added to aqueous DMH (dimethylhexadecylamine), stirred, and then
heated. The leftover solid was rinsed with methanol first, followed by rinses
with ethanol and water. This procedure creates pore-expanded, unloaded MSN
particles which can take on a biologic to load its pores when we design
the PCL/MSN solution. The figure Number(MSN stages graphic, obtained from
paper) above shows the main stages of the MSN fabrication and loading
process with the last step of the PEG-coated MSN as the final product necessary
to produce the manufactured drug release profile.



No comments:
Post a Comment